밴드쏘날가이드2
현상-7
톱날 안쪽에 칩이 붙을때.
절단 중에 발생하는 고온 또는 압력이 칩을 날의 gullet 안쪽 끝과면에 접착하게 만듭니다.
가능한 원인:
A. 절삭유가 불충분하거나 비율 혹은 잘못된 절삭유를 사용시 발생.
B. 칩 브러시가 마모되었거나 누락되었거나 위치가 잘못되었습니다.
C. 알맞지 않은 톱날의 회전 속도.
D. 알맞지 않은 톱대의 하강 속도.
현상-8
소재로 꽉찬 gullet
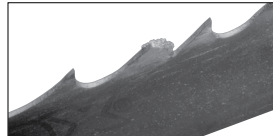
소재가 gullet안쪽에 녹아 붇어서 떨어지지 않습니다.
가능한 원인:
A. 톱날의 피치가 너무 고울경우.
B. 하강속도가 빨라 두께가 두꺼운 칩을 생성될 경우.
C. 칩 브러시가 마모되었거나 누락되었거나 위치가 잘못되었을 경우.
D. 절삭유가 불충분하거나 비율 혹은 잘못된 절삭유를 사용시 발생.
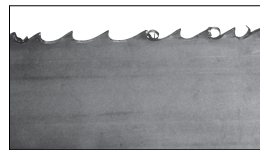
현상-9
과도한 마찰로 톱날 표면의 색이 변질.

톱날의 팁이 사용 중에 과도한 양의 마찰열을 생성하여 표면이 변색됩니다.
가능한 원인:
A. 절삭유가 불충분하거나 비율 혹은 잘못된 절삭유를 사용시 발생.
B. 톱날의 회전 속도가 너무 빠를 경우.
C. 하강 속도가 맞지 않을경우.
D. 톱날의 방향이 거꾸로 되어있을 경우.
현상-10
밴드 양쪽의 심한 마모

밴드 양쪽에 마모패턴이 심합니다.
가능한 원인:
A. 사이드 가이드가 망가지거나 안쪼게 칩이 꼈을경우.
B. 사이드 가이드가 너무 빡빡하게 조여졌을 경우.
C. 절삭유가 사이드 가이드 안쪽으로 흐르지 않을 경우.
D. 절삭유가 충분하지 않거나 비율 혹은 잘못된 절삭유를 사용시 발생.
현상-11
밴드 측면의 고르지 않은 마모 또는 자국.

마모 패턴이 한쪽은 gullet 근처에 있고 반대쪽은 뒤쪽 가장자리 근처에 있습니다.
가능한 원인:
A. 톱날 가이드가 느슨한 경우.
B. 톱날 가이드가 부서 지거나 마모되었거나 결함이있을 경우,
C. 톱날 밴드가 기계의 일부를 문지를 경우.
D. 가이드 암이 최대로 벌려졌을 경우.
E. 사이드 가이드에 칩이 꼈을 경우.
현상-12
톱대 뒤 가장자리의 심한 마모 또는 긁힘.

뒤쪽 가장자리가 심하게 마모되어 광택이 나거나 표면에 일반적이지 않은 형태로 마모. 모서리쪽의 흔들림 발생합니다.
가능한 원인:
A. 과도한 이송 속도.
B. 과도한 백업 가이드의 예압.
C. 일정하지 않은 톱날의 회전 – 뒤쪽 가장자리 휠 플랜지에 강한 마찰.
D. 마모되었거나 결함이있는 백업 가이드.
현상-13
용접불량

밴드가 용접부에서 파손되었는지 확인하려면 파손 된 부분의 측면을 검사하여 용접 마무리 공정에서 그라인드 마킹이 있는지 없는지를 확인합니다.
가능한 원인:
A. 그라인딩 부위가 부러지는 경우.(현상 #5, #15 및 #16 참조)
현상-14
가장 작은 Gullets에서만 심한 마모 발생.

가장 작은 gullet의 심한 마모는 발생하는 칩의 양에 비해 gullet 용량이 부족하다는 표시합니다.
가능한 원인:
A. 하강속도가 빠를경우.
B. 톱날 회전속도가 느릴경우.
C. 소재의 크기에 비해 톱날의 피치가 고울경우.
현상-15
생대 부러짐. 각도 방향으로의 끊어짐.

gullet에서 시작되어 즉시 각 방향으로 밴드 뒷면으로 균열이 발생합니다.
가능한 원인:
A. 톱날이 비틀림으로 인한 스트레스 발생.
B. 가이드 암이 끝까지 벌려있을 경우 밴드 휠에서 가이드까지 심한 비틀림 발생.
C. 소재에 비해 가이드 암이 너무 넓게 벌려져 있을 경우.
D. 백업 가이드 과도한 예압.
현상-16
Gullets에서 톱날 바디 파손 또는 균열.

균열의 원인은 균열된 표면의 평평한 영역으로 표시됩니다.
가능한 원인:
A. 백업 가이드 과도한 예압.
B. 알맞지 않은 장력.
C. 가이드 암이 최대로 벌려져 있을 경우.
D. 어라이먼트가 맞지 않을 경우.
E. 사이드 가이드가너무 빡빡할 경우
F. 톱날의 마모가 심할 경우.